| 內徑 | 36 mm | 外徑 | 120 mm |
|---|---|---|---|
| 類型 | 螺桿 | 用途 | 塑料加工 |
| 材質 | 雙合金 |
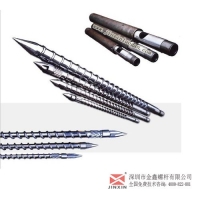
注塑機螺桿翻新修復工藝步驟
注塑機螺桿是塑料工業中螺式注塑機的關鍵零件。通常,其材質為38CrMOAl并經表面氮化處理,氮化層硬度為HV800左右。由于螺桿工作過程中在進料口處與未經加熱塑化的原料顆粒發生磨損,導致螺桿進料口處發生局部磨損,使注塑機產品質量不穩定,生產率降低,給生產造成嚴重損失。我們采用的自熔合金噴焊工藝是以氧焰為熱源,把自熔合金粉末噴涂在經過制備的工件表面上,在工件不熔化的情況下加熱涂層,使其熔化并潤濕工件表面,通過液態合金與基材表面相互熔解和擴散,實現冶金結合,形成所需性能致密的噴焊層。依螺桿表面磨損情況和質量要求,選用鎳基自熔性合金粉末,這種粉末耐磨、耐蝕、耐熱,特別是噴厚性能好,可廣泛應用在磨損零件的修復和強化上,較適用于螺桿的修復和強化其工藝如下:
表面清理:
在螺桿噴焊之前需要將螺桿表面殘存的塑料附著物清理干凈,清理的方法是將螺桿裝在噴涂機上旋轉,用噴焊槍中性火焰燒烤,待塑化后用鏟刀清除。然后用噴砂槍對焊修表面進一步清除氧化層。
預熱
預熱時用噴涂機床或振動堆焊機床夾持螺桿頭部(傳動部分)。機床轉速調到**低轉速15r/nin以下,用中性焰,槍口至螺桿100mm左右對螺桿整體預熱至270度左右,以減小軸的熱應力,保證噴焊層質量。
品圖19 - 副本 (2)
品圖61
品圖20
品圖21 - 副本
Tel:
¥面議
¥面議
¥面議
Tel:
¥面議
¥面議
¥面議
Tel:
¥面議
¥面議
¥面議
Tel:
¥279.00元
¥279.00元
¥279.00元