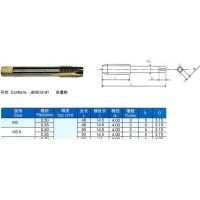
| ��(n��i)�� | 3 mm | �⏽ | 4 mm |
|---|---|---|---|
| ��� | 5 | ��� | 6 mm |
| ���� | 7 kg | ��; | 7 |
| ���|(zh��) | 8 |
�ȶ��z���⁺��x��Һ
��Ϳ�����Ĥ�ȷ��������w������ճ�Y(ji��)���ȶ˽z��������γɹ��w����Ĥ������������Ч�����ЌӠ�Y(ji��)��(g��u)�Ĺ��w�������cĦ
����������^����ճ�Y(ji��)�������䱾���ĸ���֮�g���^�͵ļ��Џ��ȣ��������^���У������ڽz������Ĺ��w����Ĥ���D(zhu��n)�Ƶ�����
���ϱ��棬�γ��D(zhu��n)��Ĥ��ʹ�����^����Ħ���l(f��)�����D(zhu��n)��Ĥ�͝���Ĥ֮�g����ʹĦ���l(f��)���ڹ��w����Ĥ��(n��i)����Ҳ���_(d��)���pСĦ��ϵ
��(sh��)�ͽ��ͽz��ĥ�p��Ŀ�ġ�
�Gꖵ��о���TiAlN-MoS2/TiAlNӲ�|(zh��)����Ĥ��Ħ�����ԣ��о����������@�^��W6Mo5Cr4V2�黨�@��Ӳ��HRC63���ϳ��e
TiAlN-MoS2/TiAlNӲ�|(zh��)Ĥ����ʹ�����@���^���У��@�����Ϟ�38CrNi3MoVA���{(di��o)�|(zh��)��Ӳ��HRC42���@�^�D(zhu��n)�ٞ�600r/min���@�����
20mm���M�o��0.13mm/r�������Ѓ�(y��u)������ĥ���pĦ���ߜص����ܣ��Ķ����������˽z���ĉ���������TiAlNӲ�|(zh��)Ĥ����ĥ��
����TiN��Ĥ�߳���1������
Fox���о���MoS2/Ti��ʯī/CrC����Ϳ�ӵ�Ħ���������ԣ��о�������������(f��)Ħ��ԇ�l���£�MoS2/Ti����Ϳ�Ӿ��е���
��Ħ��څ��(ؓ(f��)�d100N)��Ħ��ϵ��(sh��)�^С�ҷ�(w��n)����ͨ�^�ں�20mm��JISS50C����M���@����ԇ�D(zhu��n)��30m/min���@��18mm���M�o
��0.12mm/r������Ħ���l���£���ӲͿ����Ϳ��һ��MoS2/Ti����Ϳ�ӵ��@�^�������ˉ�����Ϳ��MoS2/Ti��TiN��(f��)��Ϳ�ӵ��@
�^�ȆΪ�ʹ��TiN�ĉ������2.1����ʹ��MoS2/Ti��TiAlN��(f��)��Ϳ�ӵĿɱȆΪ�ʹ��TiAlNͿ�ӵĉ������2.8����
You-rong
Liu���о���MoS2Ϳ���մ��z�����������ܺ�ĥ�p�C�ơ���δͿ�Ӻ�MoS2Ϳ�ӽz����Si3N4��Si3N4/MoS2��TiCN��
TiCN/MoS2��WC/Co��WC/Co MoS2���M�Ќ�������ԇ�����ٶ�103��208m/min���M�o��0.1mm/r���������0.25mm��������1045
̼���302���P�����ԇ�Y(ji��)��������������1045̼䓕r����MoS2Ϳ�ӵ�Si3N4��TiCN�z��������δͿ���ȶ˽z�������50%����
��302���P䓕r����MoS2Ϳ�ӵ�WC/Co�z����������δͿ�ӕr�����140%���ϡ����մɽz���ӹ��r��ճ�Y(ji��)ĥ�p����Ҫ��ĥ�pԭ��
�e���ڴ��M�o�����������£���MoS2Ϳ����Ч����ֹ�˹����ͽz��֮�g��ճ�Y(ji��)��ͨ�^XPS�������������^���нz������l(f��)��
��һϵ�е�Ħ�����W(xu��)����(y��ng)����
���⣬��������ϣ�IBM�����������o�����e��IBAD���ȼ��g(sh��)Ҳ�������մɵĹ��w�����о������У�IBM���g(sh��)���d���x������
Ĥ��ԭ���M��ֱ���Z������ʹĤ���c�ײ�֮�g��ԭ�ӻ�ϣ�ʹĤ���������،����Y(ji��)�Ϗ������@�������Z������Ľ��滯�W(xu��)��
��(y��ng)߀����ʹĤ�����Y(ji��)�Ϗ����Mһ����ߡ��о�����������IBM���g(sh��)���Ե�Ti/Ni����Ĥ�������@�ĸ���ZrO2��Si3N4�մɲ��ϵ�Ħ
���W(xu��)���ܣ��e����ߜ�Ħ���W(xu��)���ܣ���800��ߜ��µ�Ħ��ϵ��(sh��)��0.06��0.09֮�g���� ��ԭ�ā�֮��
//www.guangda1688.com/��//www.dgdaoju.com�D(zhu��n)�dՈע��
>> �˽������Ϣ
1�������˽������̼���Ϣ��? �����c�����o���˽����Ԕ��(x��)��
Ԕ��(x��)(li��n)ϵ��ʽ �̼ҾW(w��ng)վ �o�̼�����
2��������Ո�c�����o���鿴���������̼���
3������c������a(ch��n)Ʒ��Ϣ�����Բ鿴 �����a(ch��n)Ʒ�����˽���ࡣ
4���ھ�(li��n)ϵ
Tel��
�����h
�����h
�����h
Tel��
�����h
�����h
�����h
�����h
�����h
�����h
Tel��
��279.00Ԫ
��279.00Ԫ
��279.00Ԫ