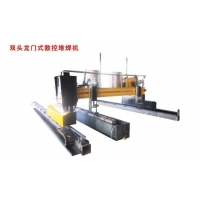
(雙頭龍門式數控堆焊機)
設備說明:
1.數控系統的主要特點是能按照圖紙要求加工,以電腦編程方式替代以前繁瑣而又低效率的人工計算,能準確的堆焊出各種形狀復雜的板材(可堆焊直線、圓弧、非圓弧曲線的組合)。式現代堆焊行業的新型自動化設備。數控系統采用兩軸數字編程控制,該系統輕巧便攜,操作簡單,容易掌握,操作有菜單或圖形提示,直觀、方便。按鍵開關輕觸設計,舒服便捷。USB接口前置,方便文件導入導出,由ARM和DSP**電機控制芯片構成核心控制系統液晶圖形顯示、文件操作、系統配置方便易懂,DSP控制電機使得堆焊過程更加穩定可靠。
2. 17寸工業級彩色顯示器。
3. 全中文/英文菜單系統。
4. 45中常用圖庫(包括網絡圖形),可選擇設置堆焊圖形尺寸。
5. 支持EIA代碼(G代碼),及FastCAM等各類套料軟件。
6. 運動中可適時加速、減速。
7. 256M超大的加工文件存儲空間,滿足各種復雜程序的運行與加工,輕松處理大程序的運行。
8.采用ARM7處理器技術,程序運行速度和界面刷新速度更快。
9.幫助功能,對于初級用戶使用更加簡單。
10.軌跡可以連續回退至原點。
11.圖形顯示,實時軌跡移動顯示。
12.可將數控系統內的加工文件拷貝到U盤中。
13.軌跡輸入采用U盤傳輸CAD進行套料后的加工文件和現場手動編寫G代碼兩種方式。
14.USB/RS232串口通訊控制,U盤直接讀取文件功能,便捷的現場操作。
15.歩進電機采用高細分驅動器,精度高、運行平穩。
堆焊槍頭升降任意調節。
機械構成:
1.該機由橫梁組件、機架組件、縱向導軌,采用雙邊驅動的龍門式結構。
2. 橫梁部件:采用鋼板雕空拼焊結構,剛性好,精度高,自重輕,慣量小的特點。所有焊接均振動時效去應力處理,有效防止結構變形;橫梁前側上下裝有高精度直線導軌和齒條,保證堆焊機的運行平穩,且經久耐用,整潔美觀。
3. 機架部件:主機架是由矩形管焊接而成。
4. 縱向導軌:由兩節高精度導軌、齒條等組成。縱向導軌是采用機密加工的特質鋼軌制成,在每根導軌下面有調整墊板,導軌的連接通過墊板和調節螺栓國定在沉梁上。兩節導軌上都裝有縱向齒條,由輸出齒輪與之相嚙合,實現主機的雙邊驅動縱向運動。
5. 電氣控制:數控堆焊機的電氣控制由數控、電氣、伺服系統組成,模塊化設計,布線簡捷、合理、規范,性能穩定;系統還具有故障顯示報警,有效地保護人員和設備的安全;具有操作菜單提示,操作靈活方便,性能穩定可靠。
6. 電源技術參數:輸入電壓:220V,380V-50HZ
基本配置:
項目 數量(規格) 說明
主機機型 XHY-DH-20-II 6000*4000*2000(可根據客戶要求定制)
縱向導軌 38KG重型導軌 6000mm*2
橫向導軌 LGD12 3500mm*2
焊接升降體 2組 采用減速電機直傳絲桿,帶動焊槍升降
數控系統 1套 F2500B數控系統
自動編程軟件 1套 標準版軟件
橫向伺服電機及驅動 1套 日本松下
縱向伺服電機及驅動 2套 日本松下
堆焊電源 2個 上海瀘工NB630
技術參數:
項目 參數
堆焊厚度(mm) 1.5-20
焊槍升降**大行程(mm) 120
橫向**大行程(mm) 4000
縱向**大行程(mm) 2000
板材堆焊有效長度(mm) 4000
板材堆焊有效寬度(mm) 2000
導軌安裝精度 主導軌則免直線度:0.5mm/1000mm
副導軌側面直線度:1mm/200
主導軌和副導軌縱向軌面與水平面平行度:0.2mm/1000mm
交點偏移(mm) ≤1
直線度(mm) 0.5
圓度(mm) ≤2
重復定位精度(mm) ±0.5mm/10m
工作環境溫度(℃) 0-45
相對濕度 90%無冷凝
周邊環境 通風,5米內沖擊
電源電壓(V) 380
電源頻率(Hz) 50
輸入功率(KW) 15
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面議
¥面議
¥面議
Tel:
¥面議
¥面議
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元