
一、安 全 須 知
1.機器在搬運過程中一定要注意重心位置,避免傾倒可能。
2.在操作本機床前一定要仔細閱讀說明書,對機床了解后方可操作。
3.工作中注意運動部件的運動范圍內不得有人及物品,以免造成擠壓劃傷。
4.對液壓系統各閥本機均做好調整,一般情況下不必更動。若確實需要,一定要請專業人員進行。
5.若需維修必須將滑塊落下墊實,并注意人避開高壓油可能射到的范圍。
6.折彎時注意工件折后的方向,勿使碰傷。
7.本機設有急停按鈕,如有緊急情況可迅速停止。
8.機床電機部分維修應持有電工維修操作證書的有經驗的人員方可維修,嚴禁任何無電工操作證書的人員觸及本機床電器部件。
9.機床電源引進線必須按圖紙要求的線徑大小及可靠的安全接地線。
10.機床移動導線上不能壓銳器及重物。
二、機器的用途和適用范圍
本機器對折彎金屬板料具有較高的勞動生產率和較高的工作精度。折彎不同厚度的料時,應選擇下模不同開口尺寸的v形槽。選擇v形槽開口尺寸一般應大于倍板料厚度。采用不同形狀的上下模具,可折彎成各種形狀的工件(見圖1)。板料折彎力表(見表1)和折彎力——油壓換算圖(見圖2)或折彎計算公式可算出折彎力。滑塊行程一次即可對板料進行一次折彎成型,經過多次折彎即可獲得較復雜形狀的工件。
本機器采用鋼板焊接結構,具有足夠的強度和鋼度。本機液壓傳動可保證工作時不因板料厚度變化或下模v形槽選擇不當而引起嚴重超載事故。本機器具有工作平穩,操作方便,噪音小,安全可靠等特點。上模的補償結構可在折彎板料時補償工作臺和滑塊的繞度,保證獲得較高的工作精度。同時,油缸中設有機械擋塊能確保滑塊的重復定位精度,從而保證批量生產時折彎角度的一致性。本機配備相應的裝備后能作沖孔用。
本機器滑塊行程可任意調節,并具有點動,單次和連續行程等動作規范。采用點動規范可方便地進行試模和調整。
本機器技術先進,性能可靠是較理想的板料形成設備之一,它可廣泛用于飛機、汽車、造船、電器、機械、輕工等行業。
三、機器的主要結構
本機器主要部件有機架,滑塊,機械擋塊調整結構,同步軸,前托料架,后擋料架,模具,液壓系統,電氣系統等
4.1、機架
本機采用鋼板焊接結構。工作臺用螺栓緊定在機架的左右立柱上。在工作臺與立柱之間裝有半圓塊微調結構,滑塊與工作臺面之間的平行度偏差,可通過微調結構進行調整,調節量為0-1.0mm.
4.2、滑塊
滑塊為鋼板焊接結構。滑塊通過滑動導軌與機架相連。固定在機架立柱上的油缸的活塞桿通過螺釘也與滑塊相連。另外滑塊還與同步軸相連,保證滑塊同步運行。
4.3、機械擋塊調整結構
機械擋塊是確定滑塊運行位置的機構。機械擋塊安裝在機架兩側的油缸內。機械擋塊調節通過電動機傳動蝸輪付來達到。
機械擋塊調整,只允許滑塊在上始點時進行,否則容易損壞機械。
為保證工件在全長范圍內的工作精度,兩油缸中的機械擋塊位置必須相同,本機器在出廠時已調好。若在使用中發現滑塊在下死點略有傾斜時,可將右面a處(見圖3)軸磁脫開進行調整(旋轉蝸桿軸60度,能糾正滑塊傾斜0.033mm),調好后接好軸套。調整時,滑塊在上死點。
4.4、同步結構
滑塊運行過程中的同步,由同步機構保證本機械同步結構,結構簡單,穩定可靠,具有本機器所需的同步精度,且不需經常維修能保持長時期使用。
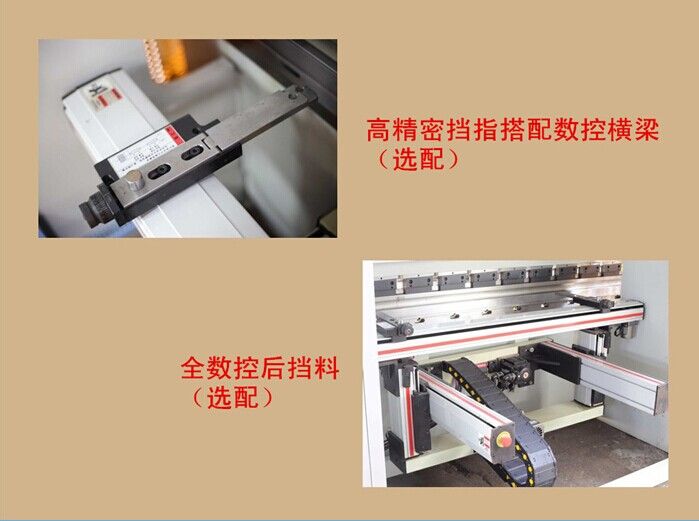
4.5、后擋料
后擋料運行由電動機拖動,后擋料定位用手輪微調位置,后擋料位置數值由婁顯系統顯示。
4.6、模具
上模采用多段短模拼接而成,具有精度高,互換性好,便于拆裝等特點。上模有斜楔微調結構,以促進工件在全長范圍內的工作精度。下模為整體式。一根下模為具有不同開口尺寸的v形槽,可供操作者隨意選用。
4.7、液壓系統
4.71、工作原理(見圖4、圖5、表2)
由圖5.3可看出,本機折彎工作是靠油泵輸出的液壓油送入油缸的上腔或下腔來完成的,液壓工作油在一個折彎加工周期中,不同階段具有不同的路徑和壓力;因此分析工作原理可按如下各階段進行分析。
(1)卸荷:
卸荷時,液壓系統中的所有電磁閥都處在失電的自然狀態。此時油泵輸出的液壓油通過5號溢流閥(見液壓原理圖)直接回油箱,即液壓系統處于待工作狀態。若14號閥關閉時油缸上腔有高壓油存在則可通過12號閥流回油箱進行卸壓。油缸下腔的油因有11號單向閥的作用只能經13號溢流閥閥流回,13號溢流閥調定的壓力可保證滑塊不會因自重下滑。
(2)滑塊快下:
滑塊快下時,7號(yv2)和4號(yv1),10號(yv3)電磁閥通電。yv2通電使5號閥關閉。yv1通4號閥的pa和bt分別接通。于是,油泵輸出的液壓油經4號、和12號閥通入油缸上腔。另一方面,由上方的12號順序閥的作用使液壓油產生一定壓力先去打開11號液控單向閥使油缸下腔的油通過11號閥10號閥通過4號閥bt口流回油箱。由于油缸下腔的油可通過下方的閥順暢的流回油箱,所以機器的滑塊在自重的作用下很快下降。滑塊快降時油缸上腔不但有油泵的輸出油補充,同時還有油箱的油通過14號液控單向閥自吸進行充實。
(3)滑塊慢下(工進):
滑塊慢下時,4號(yv1),7號(yv2)電磁閥同時通電。yv3斷電使10號閥不通,于是油缸下腔的油只能從11號閥和9號閥的一個節流閥排到油箱,因此滑塊下降阻力增大,具有一定壓力。使14號單向閥關閉。滑塊的下降就只能靠油泵的輸出的壓力油壓入油缸上腔來強迫滑塊下行。
(4)保壓:
保壓時,電磁閥的工作情況與慢下時相同。只是保壓時滑塊已達到下死點(碰到機械擋塊)不能再下行,因此泵輸出的液壓油無路可走而使油壓迅速升高,當油壓達到一定值時(由5號閥調定)油從5號閥中排到油箱。工作油路中的油壓就維持在5號閥調定的壓力值,即達到保壓。
(5)回程:
回程時只有7號閥的yv2通電。此時油泵輸出的壓力油經4號閥pb口一方面打開14號閥,另一方面經過9號和11號閥進油缸下腔,使滑塊向上,即回程時,油缸上腔的油經14號閥排到油箱。當滑塊回至一定高度時,(上始點)yv2失電,變成卸荷狀態,滑塊也就停留在一定高度的上始點。
(6)幾點附加說明:
1)本機允許的**高工作壓力25mpa由5號閥調定。該閥在機械出廠時已調整好,不允許用戶自行更改。
2)用戶加工具體工件需要的壓力可通過5號閥調定。加工工件時所需壓力的大小可查看圖2、圖3由6號閥可調定。
3)油缸下腔**高允許壓力12mpa由13號閥調定,該閥出廠時已調整好,請用戶也不要隨間改變。
4)9號節流閥的作用是調節滑塊下行的速度。
4.7.2、注意事項
液壓工作油采用n46液壓油。液壓油必須經過濾后才能注入油箱。油應加到油標位置。首次使用的液壓油一個月后必需更換。以后若發現油液壓渾濁或粘度不正常時,應及時更換新油,并清洗油箱和濾油器。五、機床的電氣系統
本機床采用三相380v,50hz電源供電。控制回路及電磁閥回路都由tc控制變壓器供電,控制回路的電壓采用ac24v,電磁閥回路采用ac28v經過整流變換成dc24v供電。機床本身必須可靠接地。
5、1主回路
帶有分勵脫扣器的空氣開關qf和限位開關sq7組成聯鎖裝置。保證電氣箱箱門打開后切斷電源,以保證安全,用戶有為了維修方便,可以用絕緣物壓住sq7,維修完畢后,必須恢復原樣,以確保安全。
5、2控制回路
本機床控制回路的控制工作規范分點動,單次,連續。
5、2.1起動
電氣控制回路的操作按鈕分別被設置在電氣箱門上和腳踏開關上,合上電箱側面的空氣qf,指示燈hl1亮,表示機床已經引入了電源。轉動鑰匙旋鈕sa1接通控制電路電源。按下sb2按鈕起動油泵電機,指示燈hl2亮。選定工作規范便可進行操作,當按下帶自鎖功能的蘑菇頭按鈕sb1,機床馬上停止工作且整個機床都不可能操作。
5、3操作
5、3.1點動
轉動鑰匙按鈕sa2于點動位置。腳踏sa3,則ka5,ka1,ka4得電,電磁閥yv1,yv3得電,滑塊快速向下,放開腳踏開關滑塊即停;踏住向上腳踏開關sa4則ka2得電,電磁閥yv2得電,滑塊快速向上,放開腳踏開關滑塊也就停,滑塊上升到上限位開關sq1時滑塊必停。
5、3.2單次
轉動鑰匙按鈕sa2于單次位置,踏下腳踏開關sa3則ka5,ka4得電,電磁閥yv1,yv3得電,滑塊快速向下,碰到限位sq2時,ka4失電kt1得電,滑塊轉慢速下行,(下行的時間由操作面板上的工進延時旋鈕控制)**后經保壓放開sa3時,則經短暫的卸荷(卸荷時間約為1秒)后,滑塊快速上升至上死點(由sq1限位)為止。為確保安有效,單次操作必須踏住sa3直到工件加工完成為止。
5、3.3連續
轉動鑰匙旋鈕sa2于連續位置,踏一下腳踏開關sa3,則ka5,ka1,ka4得電,yv1,yv3得電,滑塊下行,經工進延時,保壓,ka4失電,yv3失電,ka5延時失電,再經短暫的卸荷,yv1失電,yv3得電,滑塊快速上升至上死點(由sq1限位)。在上死點停留時間由kt3調節后又重復上述運動,周而復始,連續運行。當需要停止時,只需把sa2置于點動或單次的位置或踏下sa4腳踏開關使滑塊停于上死點既可。用戶確需使用連續運行時,上死點停留時間可調。
5、4滑塊行程調整
本機床的滑塊行程可隨著折彎各種不同的板材厚度而加以調整。
安裝時,若發現油泵電機的轉向與標記不符,必須通過改變電源進線的相序來糾正。
六、機器的維修、保養及故障排除
凡是操作和維修本機器的人員,都必須仔細閱讀,認真領會本說明書的內容,只要嚴格照章辦事,那么一定會收到滿意的效果。
(1)本機器必須有專人負責,操作者必須熟悉機器的使用和安全生產知識。
(2)工件的折彎力不準大于公稱力。
(3)為使模具經久耐用,單位長度的折彎力不能過大。折彎窄板料時,應將機器的工作壓力適當降低。單位長度上的**大折彎力可按長度160mm的折板負荷不超過1000kn來確定。
(4)按所折彎板料厚度初調上下模具間隙,其間隙可比板厚大1mm,這樣不至于無間隙而壓壞模具。
(5)折彎板料應放在機器的中央,一般不宜偏載,更不宜單邊載荷。偏載會影響工作和機器精度,如某此工件確需單邊工作時,其載荷不得大于公稱力的1/4,而且必須兩邊同時折板。
(6)油箱內加n68號液壓油,每一次使用一個月必須調換。以后不超過一年調換一次。正常工作油溫15?c-60?c。應經常清洗吸油口的濾油器。保持吸油暢通,否則油泵將吸空,使管道產生振動。
(7)本機器采用分散潤滑,根據工作使用情況參照各潤滑點加油(見潤滑表牌)。
(8)故障的排除(見表2)
(9)用戶應經常務有本機器規定的隨機附帶的備用易損零件,以備檢修時用。
(10)機器大修后其精度應保持出廠標準(詳見檢驗合格證)。
云南昆明4米折彎機廠家
云南昆明DA-41數控折彎機價格
云南昆明100噸折彎機多少錢一臺
Tel:
¥24.00元
¥24.00元
¥24.00元
Tel:
¥面議
¥面議
¥面議
Tel:
¥面議
¥面議
¥3400.00元
Tel:
¥10000.00元
¥10000.00元
¥10000.00元





