| 材質 | 玻璃鋼 | 產品類別 | 建材 |
|---|
產品特點:
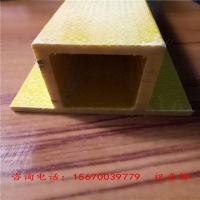
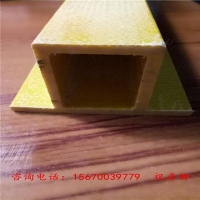
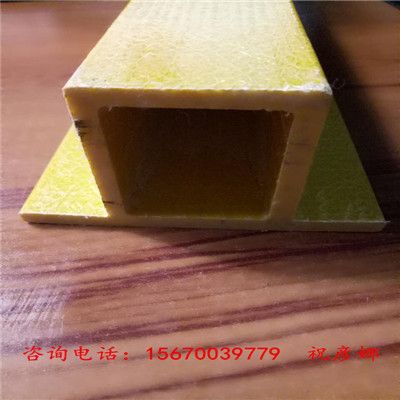
玻璃鋼地板梁,產床用支撐梁,復合支撐梁,產床支撐梁,豬用地板梁,玻璃鋼梁,玻璃鋼保溫箱,玻璃鋼飼料塔
玻璃鋼支撐梁,主要用在畜牧養殖產業,作為窩棚的支撐梁用。本產品為新一代支撐梁,環保耐腐蝕好消毒,承載力強,可根據客戶要求制作各種型號尺寸,安裝拆卸簡易輕便。
良好的耐化學和環境介質腐蝕性能強、輕質、抗沖擊、絕緣性、透磁性佳、耐老化、壽命長、免維護、防火阻燃、絕緣隔熱、安裝簡單、切割方便、可設計性強、外表美觀。
玻璃鋼支撐梁,主要用在畜牧養殖產業,作為窩棚的支撐梁用。本產品為新一代支撐梁,環保耐腐蝕好消毒,承載力強,經久耐用,可根據客戶要求制作各種型號尺寸,安裝拆卸簡易輕便。
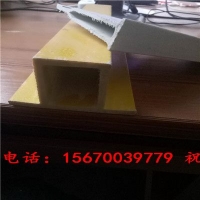
長度根據實際需求任意生產。可來圖來樣定制。
產品特性: -良好的耐化學和環境介質腐蝕性能 -高強、輕質、抗沖擊 -絕緣性、透磁性佳 -耐老化、壽命長、免維護
-防火阻燃、絕緣隔熱 -安裝、切割方便、迅速
-可設計性強、外表美觀規格型號
本公司可根據客戶需求進行定制產品,如不同的規格型號,不同的外形尺寸,不同的負載要求等.可**大程度地滿足客戶的要求,并能將切割引起損耗降至**低,從而為客戶節約成本.
產
品生產工藝:
1、拉擠工藝
玻璃鋼梁是由拉擠成型過程是由送紗、浸膠、預成型、固化定型、牽引、切斷等工序組成。無捻粗紗從紗架引出后,經過導紗裝置進入樹脂槽浸透樹脂膠液,然后進入預成型模,將多余樹脂和氣泡排出,再進入成型模凝膠、固化。固化后的制品由牽引機連續不斷地從模具拉出,**后由切斷機定長切斷。
2、工藝控制
拉擠成型工藝控制的參數主要包括成型溫度、固化時間、牽引張力及牽引速度等。
(1)成型溫度
在拉擠成型過程中,材料在穿越模具時發生的變化是**關鍵的。
玻璃纖維浸膠后通過加熱的金屬模具,一般將連續拉擠過程分為預熱區、膠凝區和固化區。在模具上使用加熱板來加熱。樹脂在加熱過程中,溫度逐漸升高,粘度降低。通過預熱區后,樹脂體系開始膠凝、固化,在固化區內產品受熱繼續固化,以保證出模時有足夠的固化度。大于樹脂的放熱峰值,溫度上限為樹脂的降解溫度。溫度、膠凝時間、拉速應當匹配。預熱區溫度可以較低,膠凝區與固化區溫度相似。溫度分布應使產品固化放熱峰出現在模具中部靠前,膠凝固化分離點應控制在模具中部。溫度梯度不宜過大。
(2)拉擠速度的確定
拉擠模具的長度一般為0?.6-1?.2m。在一定的溫度條件下,樹脂體系的膠凝時間對工藝參數速度的確定是非常重要的。一般的說,選擇拉擠速度要充分考慮使產品在模具中部膠凝固化,也即脫離點在中部并盡量靠前。如果拉擠速度過快、制品固化不良或者不能固化,直接影響到產品質量;如果拉擠速度過慢,型材在模中停留時間過長,制品固化過度,產品輕度會降低。拉擠工藝在啟動時,速度應放慢,然后逐漸提高到正常拉擠速度。一般拉擠速度為500一1300mm/min。
(3)牽引力
牽引力是保證制品順利出模的關鍵,牽引力的大小由產品與模具之間的界面上的剪切應力來確定。在模具中剪切力是隨拉速的變化而變化的。
模具入口處的剪切應力與模具壁附近樹脂的粘滯阻力相一致。通過升溫,在模具預熱區內,樹脂粘度隨溫度升高而降低,剪切力也開始下降。初始峰值的變化由樹脂粘性流體的性質決定。另外,填料含量和模具入口溫度也對初始剪切力影響很大。
由于樹脂固化反應,它的粘度增加而產生第2個剪切應力峰。該值對應于樹脂與模具壁面的脫離點,并與拉速關系很大,當牽引速度增加時,這個點的剪切力大大減小。
?**后,第3區域也即模具出口處,出現連續的剪切應力,這是由于在固化區中與模具壁摩擦引起的,這個摩擦力較小。牽引力在工藝控制中很重要。成型中若想使制品表面光潔,要求產品在脫離點的剪切應力較小,并且盡早脫離模具。牽引力的變化反應了產品在模具中的反應狀態,它與許多因素,如:纖維含量、制品的幾何形狀與尺寸、脫模劑、溫度、拉速等有關系。
(4)各拉擠工藝變量的相關性
熱參數、拉速、牽引力三個工藝參數中,熱參數是由樹脂系統的特性來確定的,是拉擠工藝中應當解決的首要因素。拉擠速度確定的原則是在給定的模內溫度下的膠凝時間,保證制品在模具中部膠凝、固化。牽引力的制約因素較多,如:它與模具溫度關系很大,并受到拉擠速度的控制。拉速的增加直接影響到剪切應力的第二個峰值,即脫離點處的剪切應力;脫模劑的影響也是不容忽視的因素。






381380848916740834_副
309352992170069199_副
05289fee2a0dc645ce9b
483564140187065891_副
Tel:
¥面議
¥面議
¥面議
Tel:
¥面議
¥面議
¥面議
Tel:
¥面議
¥面議
¥面議
Tel:
¥80.00元
¥422.00元
¥418.00元